2. Soudage par chevauchement
5.2.1.
Lieu de chevauchement avec le premier
construction de traversées et horizontales
les angles de rotation (voir Section 2.1) doivent être
choisir sur des lignes droites.
5.2.2.
Les fosses doivent être arrachées en cours de route
tranchée avec ancrage précis
à l'endroit du chevauchement.
Dimensions
la fosse doit être au moins indiquée
En figue. 5.2.1.

Riz.
5.2.1. L'emplacement de la fosse lors du soudage
chevauchement:
1
- joint de recouvrement ; 2 - fosse dans la tranchée; 3
— pipeline
Écart
le remblayage du pipeline doit assurer
installation gratuite du chevauchement. En même temps, dans
la tranchée doit rester vide
l'une des sections adjacentes du pipeline
à une distance de 60-80 m de l'emplacement prévu
articulations à recouvrement.
5.2.3.
Pratique de planification préalable
chevauchements aux endroits nécessaires
lacunes technologiques (voir section
2.1) doit assurer la mise en œuvre des chevauchements
sans retarder le flux linéaire.
5.2.4.
Type d'installation préféré
le chevauchement technologique est
option lorsque les deux extrémités du pipeline
libre (non recouvert de terre) et situé
dans une tranchée (ou sur son "bord").
V
en fonction de conditions particulières
la construction peut également être appliquée
option lorsqu'une extrémité du pipeline
pincé (enterré ou connecté, par ex.
avec un noeud de grue), et l'autre a un libre
mouvement.
5.2.5.
Dans les cas où il est fourni
gratuit complet ou unilatéral
mouvement de pipeline, fermeture
le pipeline doit être réalisé
soudage d'un chevauchement circonférentiel bout à bout
(Fig. 5.2.2, schéma a).
Riz.
5.2.2. Deux schémas de soudage superposés :
une
- soudage par recouvrement sans charge ;
b
– soudage par recouvrement avec charge
V
si les deux extrémités sont pincées
(Fig. 5.2.2, schéma b), il faut
soudage de bobines avec deux
jointures annulaires.
5.2.6.
Assemblage d'éléments de différentes épaisseurs avec
l'installation de chevauchements n'est pas autorisée.
5.2.7.
Lors de l'installation de chevauchements, il est interdit:
—
tirez les tuyaux joints;
—
les forcer à se plier
mécanismes;
—
chauffer le tuyau en dehors de la zone de direct
pose d'un joint à recouvrement.
5.2.8.
Lors de l'exécution d'un chevauchement dans des conditions
libre circulation du pipeline
(Fig. 5.2.2, schéma a) des travaux sont nécessaires
effectuer dans l'ordre suivant :
—
une extrémité du pipeline
préparer pour le soudage et poser
prend en charge 50-60 cm de haut le long de l'axe du pipeline;
—
fouet formant une autre section
pipeline, traîner à côté du premier
et marquer l'endroit de la coupe uniquement
utiliser un modèle unifié ;
—
faire la découpe et le formage
à l'aide d'une déligneuse unifiée
voitures;
—
en train d'accoster, soulever
couper les cils par les poseurs de canalisations sur
hauteur pas plus de 1 m à une distance de 60-80 m
à partir de la fin; affaissement élastique du circoncis
fin vous permet de combiner une extrémité
avec un autre;
—
il n'est pas permis de chevronner le tuyau pour
levage à l'emplacement de l'anneau
soudures.
5.2.9.
Lors de l'exécution d'un chevauchement dans des conditions
pincement des extrémités de la canalisation (Fig.
5.2.2, schéma b) les travaux doivent être effectués
dans l'ordre suivant :
—
couper les extrémités des tuyaux connectés et
préparer le soudage selon
avec les exigences générales de la clause 4.2.8 ;
—
faire une bobine à partir d'un tuyau avec le même
épaisseur de paroi réelle, la même
diamètre et même classe de résistance,
que les tuyaux connectés ; largeur de bobine
doit être au moins égal au diamètre du raccord
tuyaux; égalité des épaisseurs de paroi des bobines
et le tuyau connecté doit être enregistré
à l'aide d'une jauge d'épaisseur à ultrasons ;
—
amarré avec l'aide d'un poseur de canalisations
bobine au pipeline, exposer
dégagement requis (voir paragraphe 2.4.4) et produire
soudage;
—
l'assemblage du deuxième joint commence à produire
après la réalisation du premier joint.
5.2.10.
Interruptions dans le processus de soudage se chevauchent
non autorisé : le chevauchement doit être soudé
en une seule fois, du début à la fin.
5.2.11.
Décalage des bords dans la partie plafond de
"5 heures" à "7 heures" doivent
être pas plus de 1 mm, sur le reste
périmètre, selon le règlement général,
pas plus de 3 mm.
5.2.12.
Écart mesuré après
performance des pointes, devrait être
2,5 ± 0,5 mm quelle que soit l'épaisseur de paroi
tuyaux. Si le processus de construction échoue
maintenir le dégagement minimum
(l'écart réel était inférieur à 2
mm), cette section doit être en propylène
meule abrasive de 2,5 mm d'épaisseur.
1. Soudage bout à bout d'éléments de différentes épaisseurs
5.1.1.
Pour le soudage direct (sans
adaptateurs et inserts tubulaires
joints d'épaisseur intermédiaire),
dont la différence d'épaisseur dépasse
les exigences de la clause 2.4.1 de la présente Instruction,
doit être fait à l'avance
préparation spéciale des bords de l'intérieur
et (ou) à l'extérieur d'un mur plus épais
élément d'épaisseur de paroi t à l'épaisseur de l'extrémité soudée t,
qui ne doit pas dépasser 1,5 fois l'épaisseur
élément à paroi moins épaisse t (voir Fig. 5 SP).
V
en raison de la condition de direct
connection est la valeur de "new"
épaisseur t.
Dans ce cas, t t.
t.
Par
la valeur de t détermine une telle
paramètres tels que le besoin et l'ampleur :
—
préchauffage ;
—
thermique local post-soudage
traitement (voir section 6).
V
s'il n'y a pas d'exigences particulières
température d'usine
le chauffage doit être à l'épaisseur finale
robinet ou raccord :
—
28 mm ou moins
………………………………………………… 150 °C
—
plus de 28mm
……………………………………………………. 200 °С
5.1.2.
Les joints des joints soudés selon la clause 5.1.1 doivent
être soudé de l'intérieur sur tout le pourtour
avec la fourniture de paramètres géométriques,
réglementé par la clause 2.6.10.4.
5.1.3.
Le soudage d'éléments d'épaisseurs différentes doit
réalisée en une seule séance sans interruption.
5.1.4.
Si la "jupe" de renfort n'a pas
tuyau soudé en usine,
correspondant à la taille et à la nuance d'acier
tuyau soudé, et sa composition est différente
sur la composition chimique de la soudure
tuyaux vers un alliage plus élevé
(nickel, aluminium, chrome,
manganèse plus de 2%, etc.), alors dans ce cas
sélection des matériaux spéciaux requis
et technologie spéciale comme recommandé
Client.
V
Dans ce cas, les conditions de soudage sont établies
un acte qui stipule :
—
numéro de renfort ;
—
nuance d'acier, composition chimique de la "jupe"
et ses propriétés de résistance ;
—
épaisseur t de l'extrémité à souder ;
—
conditions de préchauffage et
(si nécessaire) post-soudage
traitement thermique;
—
diagramme de séquence de remplissage
Coupe;
—
marques de soudeurs;
—
résultats radiographiques (et
contrôle par ultrasons).
Exemple
carte technologique pour le soudage
pièces de raccordement est donnée en annexe.
6.
Pourquoi utiliser le préchauffage
Voici les principales raisons d'utiliser le préchauffage dans une procédure de soudage.
- Le traitement thermique des structures soudées élimine l'humidité de surface et, par conséquent, contribue à réduire la fissuration.
- Il améliore la fusion et le dépôt ultérieurs du métal fondu.
- Cela réduit le développement des contraintes en favorisant une expansion et une contraction uniformes entre la soudure et le métal de base.
- L'une des tâches principales du préchauffage est de ralentir la vitesse de refroidissement, ce qui assure une solidification uniforme du joint. Ainsi, la microstructure du métal aura des propriétés mécaniques de haute qualité.
Les types
Sur la base de considérations d'application, le traitement thermique des structures soudées peut être déterminé de différentes manières.
- Préchauffage - la température minimale de la soudure est réglée immédiatement avant le début du soudage.Dans la spécification du procédé de soudage (WPS), il peut être spécifié dans une certaine plage.
- Préchauffer entre les passes - dans le soudage multipasses, la température maximale est requise avant le début de la passe suivante. Le chauffage dans ce cas ne peut pas être inférieur à la valeur minimale du prétraitement thermique.
- Le maintien de la température de soudage est la température minimale de la zone de soudage qui doit être maintenue tout au long du processus de soudage. Lorsque le travail est interrompu, la température de la zone de soudure ne doit pas diminuer.
Où est utilisé le traitement thermique des structures soudées ?
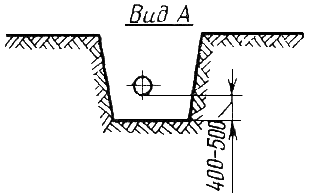
En règle générale, le préchauffage est appliqué sur le métal de base à une certaine distance de la soudure. Supposons que A est une certaine partie de la soudure d'angle, alors il y a deux problèmes dans le calcul de la distance pour appliquer le préchauffage.
- Si l'épaisseur du métal de base est inférieure ou égale à 50 mm, la valeur de A ne doit pas dépasser 50 mm de la soudure.
- Si l'épaisseur du métal de base dépasse 50 mm, alors A doit être à moins de 75 mm de la soudure (instruction pour la délivrance d'attestations au personnel de contrôle qualité : CSWIP 23.4).
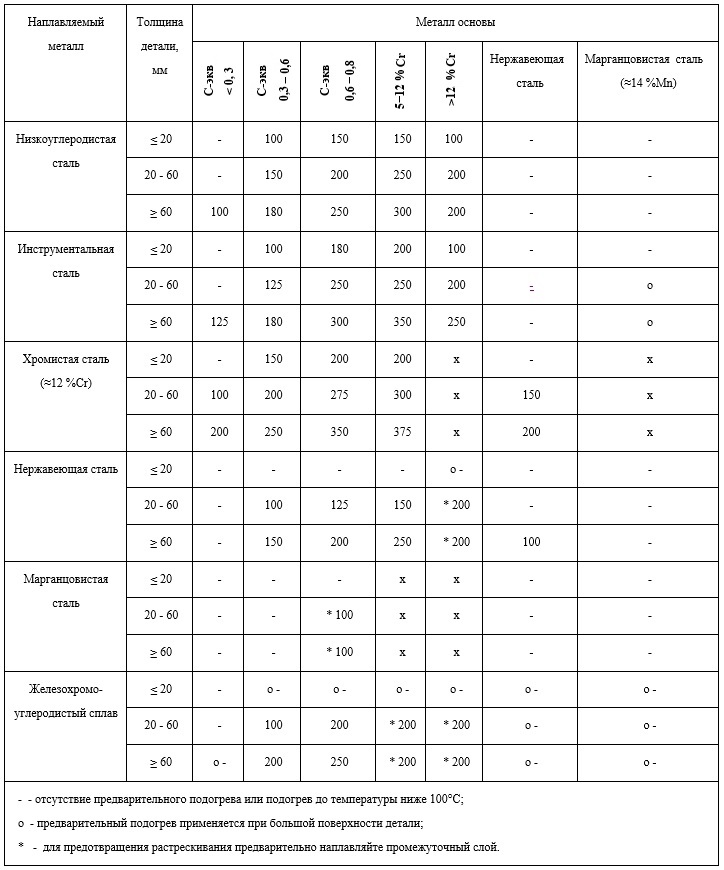
Températures de préchauffage
Beaucoup auront une question: à quelles valeurs de température chauffer le métal? La température de chauffage recommandée des structures métalliques en acier avant le soudage aidera à répondre à cette question. Dans le tableau ci-dessous, il est affiché par rapport à l'épaisseur et à la composition des différents aciers.
Équipement
Plusieurs types d'équipements ont été développés sur le marché aujourd'hui et sont utilisés dans certaines industries commerciales dans le but d'indiquer, de mesurer et de contrôler la température de préchauffage. Les principaux capteurs de température et appareils de mesure utilisés à cet effet sont énumérés ci-dessous.
Thermomètre de contact - utilisé pour mesurer avec précision des températures jusqu'à 350 degrés Celsius. Il se compose d'un dispositif de détection de température appelé "thermistance", sa résistance diminue considérablement lorsqu'il est chauffé, et est donc inversement proportionnelle à la température. Cependant, afin d'obtenir des résultats précis, un "étalonnage périodique" est nécessaire, ce qui est un inconvénient de cet équipement.
Crayon thermique et pâte thermique - consistent en un matériau qui fond ou change de couleur lorsqu'il est chauffé, en fonction de la température. Ils sont abordables, peu coûteux et faciles à utiliser. Leur faiblesse est qu'ils ne donnent pas de mesures précises.
Thermocouple - fonctionne sur le principe de la mesure de la différence de potentiel thermoélectrique entre le métal fondu chaud et le métal fondu pour calculer la température. Il est utilisé pendant le soudage, après celui-ci et pour le traitement thermique afin de surveiller et de contrôler en permanence la température de chauffage et de refroidissement. L'équipement donne des mesures précises sur une large gamme de températures, mais il a besoin d'un étalonnage périodique. C'est un problème important.
GESNm 12-11-002-08
Chauffage simultané des joints de tuyaux soudés, diamètre extérieur : 76 mm
DÉCLARATION DES RESSOURCES LOCALES GESNm 12-11-002-08
| Nom | unité de mesure |
| Chauffage simultané des joints de tuyaux soudés, diamètre extérieur : 76 mm | 1 articulation |
| Étendue des travaux | |
| Non fourni |
VALEURS DE PRIX
Le prix répertorie les coûts directs des travaux pour la période mars 2014 pour la ville de Moscou, qui sont calculés sur la base de normes 2014 avec ajouts 1 en appliquant des indices aux prix des ressources utilisées. Indices appliqués aux prix fédéraux 2000.
Les indices et taux horaires suivants de "l'Union des estimateurs" ont été utilisés :
Indice du coût des matériaux : 7,485
Indice du coût des voitures : 11,643
Tarifs horaires utilisés :
Entre parenthèses sont les salaires mensuels à un taux horaire donné.
Taux horaire de la 1ère catégorie : 130,23 roubles. à une heure (22 920) frotter. par mois.
Taux horaire 2 catégories : 141,21 roubles. à une heure (24 853) frotter. par mois.
Taux horaire 3 catégories : 154,46 roubles. à une heure (27 185) frotter. par mois.
Taux horaire 4 catégories : 174,34 roubles. à une heure (30 684) frotter. par mois.
Taux horaire de la 5ème catégorie : 200,84 roubles. à une heure (35 348) frotter. par mois.
Taux horaire de la 6e catégorie : 233,96 roubles. à une heure (41 177) frotter. par mois.
En cliquant sur ce lien, vous pouvez voir cette norme calculée en prix 2000.
La base pour l'utilisation de la composition et de la consommation de matériaux, de machines et de coûts de main-d'œuvre est GESN-2001
LA MAIN D'OEUVRE
| № | Nom | Unité Changer | Les coûts de main-d'œuvre |
| 1 | Coûts de la main-d'œuvre des travailleurs de l'assemblage Catégorie 4 | heure de travail | 0,61 |
| 2 | Coûts de la main-d'œuvre des machinistes (pour référence, inclus dans le coût de l'EM) | heure de travail | 0,25 |
| Coûts salariaux totaux des travailleurs | heure de travail | 0,61 | |
| Salaires des travailleurs = 0,61 x 174,34 | Frotter. | 106,35 | |
| Salaire des machinistes = 73,06 (pour le calcul des factures et des bénéfices) | Frotter. | 73,06 |
Horaire de travail. Construction automatique selon devis.
FONCTIONNEMENT DES MACHINES ET MÉCANISMES
| № | Chiffrer | Nom | Unité Changer | Consommation | St-st unité Frottez. | RUB total. |
| 1 | 021102 | Grues montées sur camion lors de travaux sur l'installation d'équipements de processus 10 t | purée.-h | 0,25 | 1567,73 | 391,93 |
| 2 | 040502 | Machines de soudage à l'arc manuelles (DC) | purée.-h | 0,04 | 94,31 | 3,77 |
| 3 | 400001 | Voitures à bord, capacité de charge jusqu'à 5 tonnes | purée.-h | 0,25 | 1014,92 | 253,73 |
| Le total | Frotter. | 649,43 |
CONSOMMATION DE MATIÈRES
| № | Chiffrer | Nom | Unité Changer | Consommation | St-st unité Frottez. | RUB total. |
| 1 | 411-0041 | Électricité | kWh | 0,65 | 2,99 | 1,94 |
| 2 | 501-0005 | Câbles d'alimentation pour une tension de 1000 V avec des conducteurs en cuivre dans une gaine en plomb de la marque SBGU, avec le nombre de conducteurs - 3 et une section de 50 mm2 | 1000 mètres | 0,00001 | 1082745,07 | 10,83 |
| 3 | 502-0472 | Câbles d'alimentation flexibles pour tension jusqu'à 380 V avec isolation en fibre de verre et delta-amiante imprégnée de vernis silicone marque PSU-180, section 6 mm2 | 1000 mètres | 0,00005 | 104642,62 | 5,23 |
| 4 | 507-2833 | Tapis haute température de la marque MVT-20 | m | 0,05 | 66,62 | 3,33 |
| 5 | 509-0963 | Tissu d'amiante avec fibre de verre AST-1 1,8 mm d'épaisseur | J | 0,00006 | 500447,1 | 30,03 |
| 6 | 509-0987 | Cordon d'amiante à usage général de la marque SHAON d'un diamètre de 2,0 à 2,5 mm | J | 0,00004 | 204340,5 | 8,17 |
| 7 | 999-9950 | Moyens matériels auxiliaires non standardisés (2% du salaire des ouvriers) | frotter. | 0,12 | 0,00 | |
| Le total | Frotter. | 59,53 |
TOTAL DES RESSOURCES : 708,97 RUB
PRIX TOTAL : 815,32 roubles
Vous pouvez voir cette norme calculée en prix de 2000. en suivant ce lien
Le prix a été compilé selon les normes de l'édition GESN-2001 2014 avec ajouts 1 dans les prix mars 2014.Pour déterminer les valeurs intermédiaires et finales du prix, le programme DefSmeta a été utilisé
Devis pour la construction d'une maison, pour la réparation et la décoration d'appartements - le programme DefSmeta
Location de programmesLe programme fournit un assistant qui transformera la budgétisation en un jeu.


