Préparation préliminaire
Le soudage de tuyaux en polypropylène est impossible sans un certain nombre de travaux préliminaires. Les surfaces doivent être essuyées avec un chiffon et dégraissées avec des liquides spéciaux.
Après cela, le travail doit être effectué dans l'ordre suivant:
- Réchauffez la machine à souder. Le temps de chauffage dépend directement de la température ambiante et peut prendre de 2 à 10 minutes. La température optimale est d'environ 260 degrés.
- Vérification des outils de coupe. Pour une soudure de haute qualité, la coupe joue également un rôle énorme - elle doit être parfaitement uniforme, sans fissures ni bavures. Si cela ne fonctionne pas, il faut bien affûter l'outil et vérifier la qualité de la coupe sur un échantillon test.
- Préparation des tuyaux. Avant de commencer le travail, ils doivent être coupés à des tailles prédéterminées. Si vous devez souder des éléments d'un diamètre supérieur à 4 cm, un biseau doit être réalisé à l'extrémité à un angle de 45 degrés. Cette approche évitera l'intimidation lorsque vous essayez de vous connecter.
- Balisage. Une action obligatoire avant de commencer les travaux consiste à marquer la profondeur du tuyau entrant dans le raccord. Il est strictement interdit de le démarrer à fond ! Il doit y avoir un espace d'environ 1 mm à l'intérieur.
 Les tuyaux en polypropylène ont d'excellentes qualités esthétiques et de performance.
Les tuyaux en polypropylène ont d'excellentes qualités esthétiques et de performance.
Pour ceux qui souhaitent effectuer tous les travaux exclusivement selon les règles, il existe un tableau spécial où la température et le temps de chauffage pour les options de tuyaux les plus courantes sont clairement indiqués.
La technologie de soudure des tuyaux en polypropylène, nous travaillons de manière indépendante sans équipe de plombiers
Chaque maison a besoin d'un système de chauffage. Il existe des technologies non traditionnelles, telles que le poêle russe ou le radiateur Buleryan, mais c'est l'exception plutôt que la règle.
Les tuyaux traditionnels en acier ou en fonte ne sont pratiquement pas utilisés. Dans le premier cas, la corrosion est omniprésente et la fonte nécessite un soudage.
Un autre matériau est le cuivre. Les tuyaux faits de ce métal sont pratiquement éternels, assez faciles à traiter et ont une résistance suffisante. Il y a aussi un inconvénient - le coût élevé.
Il en va de même pour la plomberie. Les tuyaux en acier deviennent rapidement inutilisables, deviennent un incubateur pour la reproduction des bactéries. Avec le cuivre, tout est également clair.
Récemment, les propriétaires se sont vu proposer une option de compromis - le polypropylène. Les tuyaux fabriqués dans ce matériau ont une longue durée de vie, sont absolument indifférents à la corrosion et n'attirent pas le calcaire.
Soudage à faire soi-même de tuyaux en polypropylène - préparation
Voyons d'abord la technologie. Le tuyau et l'élément de raccordement (collier, té ou angle avec un diamètre intérieur correspondant à la taille extérieure du tuyau) s'emboîtent étroitement l'un dans l'autre. Le joint doit être scellé. Aucune colle ou scellant ne fonctionnera. La technologie de connexion est intégrée dans les propriétés du polypropylène.
Le point de ramollissement (ainsi que le point de rosée) doit-il être déterminé automatiquement ou « à l'œil » ? Il y a beaucoup de questions. Pour que la soudure des tuyaux en polypropylène ne tombe pas lors de la première saison de chauffage.
Considérez les caractéristiques de la technologie
Choisir le bon tuyau
Il ne s'agit pas de taille, mais de classification par température et résistance.
- L'option la moins chère est PN-10. Parois minces, faible résistance. Il peut être utilisé pour le système "plancher chaud" à une température de liquide de refroidissement allant jusqu'à 50 ° C. Convient également aux conduites d'eau secondaires (pas de haute pression).
- Si vous posez un tuyau sous pression, sa classe doit être PN-16. Peut être utilisé dans des systèmes de chauffage à des températures ne dépassant pas 60°C.
- La classe suivante PN-20 est appliquée dans tous les systèmes, à l'exception du chauffage à la vapeur. C'est l'option de tuyau la plus courante, mais pas la plus économique (en termes de coût).
- Et enfin, tuyau de renfort en feuille d'aluminium PN-25.La construction la plus solide et la plus résistante à la chaleur. Résiste à la haute pression à 95°C.
Bien sûr, les caractéristiques de l'application sont quelque peu arbitraires. Par exemple, vous pouvez utiliser un tuyau PN-10 pour le chauffage, mais sa durée de vie sera réduite des 50 ans prescrits à 5-10. Or une canalisation de classe PN-16, chauffée à 90°C, peut ne pas supporter la pression normale de l'eau froide.
Température de soudure des tuyaux en polypropylène
En fait, le chauffage est effectué à 255-265 ° C, c'est la norme pour la plupart des tuyaux. Si une valeur différente est requise, cela sera indiqué dans la documentation du matériau. La principale condition à respecter est le temps de chauffage, d'amarrage et de refroidissement. La valeur dépend du diamètre du tuyau.
Tableau des modes de chauffage
Explications du tableau
- La profondeur de chevauchement est la distance sur laquelle un tuyau est immergé dans un autre
- Temps de préchauffage - le tuyau est appliqué sur le fer à souder avec une température définie
- Temps de connexion - combien de temps les tuyaux peuvent-ils être déplacés les uns par rapport aux autres lors de l'amarrage
- Temps de refroidissement - régler la force du joint
- La température de soudage est réglée en fonction des conditions météorologiques.
Sélection fer à souder
Il existe de nombreux fabricants et modèles. Les critères de sélection sont simples - le bien n'est pas bon marché. Et vice versa.
Soudage de tuyaux en polypropylène - processus
- Tout d'abord, nous préparons les joints à l'aide d'un outil spécial. Il ne doit pas y avoir de bavures ou de coquilles sur la surface. À la fin, nous vérifions les tuyaux en les joignant sans chauffage. Le contact doit être serré, sans distorsion. Avant de commencer à chauffer, les tuyaux doivent être nettoyés de la saleté et des taches de graisse. La présence de traces de lubrifiant sur le polypropylène réduira l'adhérence lors de la connexion.
- Ensuite, nous réchauffons la machine à souder (fer à souder) à la température requise. L'appareil doit être placé sur une base stable, sans toucher les murs et les meubles avec l'élément chauffant.
Équipements et outils pour le soudage de tuyaux en polypropylène
L'installation de tuyaux en polypropylène pour le soudage garantit une fiabilité et une étanchéité maximales des joints, sous réserve de la qualité du travail et du respect des réglementations technologiques.
Étant donné que les parties du pipeline reliées par soudage ne peuvent plus être digérées, une attention particulière doit être portée à la précision du travail, en utilisant des équipements et des outils spéciaux pour les effectuer. L'ensemble d'outils utilisé pour souder les tuyaux en polypropylène est le suivant:
L'ensemble d'outils utilisé pour souder les tuyaux en polypropylène est le suivant:
- un fer à souder, également appelé machine à souder ;
- un ensemble de buses de différentes tailles pour le soudage (chaque buse est constituée d'un mandrin pour chauffer un raccord et d'un manchon pour chauffer une section de tuyau);
- ciseaux spéciaux pour couper les tuyaux en sections de la taille souhaitée;
- tondeuse pour traiter les bords des tuyaux avant le soudage (utilisée pour retirer la feuille d'aluminium des extrémités);
En plus de cet équipement pour le soudage, vous devez avoir sous la main un ruban à mesurer, un pied à coulisse et un marqueur à alcool. La présence d'une liste complète d'outils vous permettra d'éviter des tracas inutiles lorsqu'il devient nécessaire de déterminer les dimensions sur place et d'effectuer les travaux le plus efficacement possible.

L'élément principal de l'équipement est un appareil pour souder des tuyaux en polypropylène (ou un fer à souder) avec un ensemble de buses. L'appareil est un appareil chauffant similaire dans son principe à un fer à repasser classique. Pour maintenir automatiquement les paramètres de température réglés, le fer à souder est équipé d'un thermostat.
La surface chauffante du fer à souder comporte des trous pour fixer des buses de différents diamètres (tailles standard des buses incluses dans le kit de soudage : 20, 25, 32, 40 mm). Pour la commodité de travailler avec des tuyaux de différents diamètres, la plupart des appareils de soudage de tuyaux en polypropylène ont la capacité de connecter plusieurs types de buses à la fois.
Paramètres pour les produits de soudage en polyéthylène et polypropylène
Indice de fluidité des matériaux (MFR)
Soudage de polyéthylène haute densité (PE-HD, HDPE)
Produits en polyéthylène haute densité indice de groupe de fusion 005 (MFR 190/5 : 0,4-0,7 g/10 min.), groupe 010 (MFR 190/5 : 0,7-1,3 g/10 min. ) ou groupes 003 (MFR 190/ 5:0.3g/10min) et 005 (MFR 190/5:0.4-0.7g/10min) conviennent au soudage entre eux. Ceci est confirmé par le DVS 2207 partie 1 (DVS - Association allemande de soudage) et confirmé par les documents DVGW (Association allemande du gaz et de l'eau).
Soudage des polypropylènes : polypropylène homopolymère (PP type 1, PP-H) et polypropylène copolymère bloc (PP type 2, PP-C, PP-R)
La soudabilité des polypropylènes est indiquée dans le groupe d'indices de fusion 006 (MFR 190/5 : 0,4-0,8 g/10 min.). Ceci est confirmé par le DVS 2207 Part 11.
La température du processus de soudage du polypropylène et du polyéthylène
Soudage au gaz chaud
| Air, l/min. | Température de la buse ˚ С | Vitesse du gaz cm/min | ||||
| Diamètre de buse, mm | Diamètre de la buse de vitesse | |||||
| 3 | 4 | 3 | 4 | |||
| Soudure polyéthylène | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | ok.10ok.10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Soudure polypropylène | 60-7060-7060-70 | 280-320280-320280-320 | ok.10ok.10ok.10 | 50-6050-6050-60 | 40-5040-5040-50 |
Soudage par extrudeuse à la main
| Température de l'extrudat mesurée à la sortie de la buse, ºC | Température de l'air mesurée à la buse d'air chaud, ºC | La quantité d'air, litres / min. | |
| PE PP dur | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Influence de l'humidité
Les produits soudés (tôles, plaques) et une baguette de soudure en polyéthylène et polypropylène peuvent, sous certaines conditions, absorber de l'humidité. À la suite d'études menées par plusieurs fabricants, il a été constaté que les cordons de soudure en polyéthylène et polypropylène en polyéthylène et polypropylène absorbent l'humidité en fonction du matériau et de l'environnement. Dans le soudage par extrusion, la présence d'humidité peut apparaître sous la forme de coquilles dans le joint ou d'une surface rugueuse du joint. Ce phénomène augmente avec l'augmentation de l'épaisseur de la soudure.
Afin de prévenir de telles conséquences indésirables, les recommandations suivantes ont été élaborées :
- Installation de séparateurs d'humidité et d'huile dans le système d'alimentation en air,
- Prévention d'un écart de température important entre les pièces à souder (humidité des condensats),
- Stocker la baguette de soudure dans un endroit sec, si possible,
- Séchage du cordon de soudure à 80°C pendant au moins 12 heures,
- Soudage de cordons larges (>18mm) en plusieurs passes.
Selon le type de chauffage du polypropylène et du polyéthylène, on distingue les types de soudage suivants:
- Soudage des thermoplastiques à l'air chaud (sèche-cheveux)
- Soudage par extrudeuse de thermoplastiques
- Souder des thermoplastiques avec un élément chauffant
- Soudage haute fréquence thermoplastique
- Soudage laser des thermoplastiques
Qu'est-ce que le soudage de tuyaux en polypropylène
Le polypropylène se caractérise par une rigidité accrue et des raccords du même matériau sont utilisés pour créer des systèmes de la configuration requise. Ce sont divers angles, tés, dérivations, adaptateurs, raccords, etc. Ils sont reliés aux tuyaux par soudure. Ce processus est également appelé soudage, mais son essence ne change pas : deux éléments sont chauffés à un point de fusion et, à chaud, sont reliés l'un à l'autre. Lorsqu'elle est effectuée correctement, la connexion s'avère monolithique et ne sert pas moins que les tuyaux eux-mêmes.

Les raccords pour tuyaux en polypropylène vous permettent de créer un système de n'importe quelle configuration
Pour connecter le polypropylène aux métaux, il existe des raccords combinés dans lesquels une partie est en métal et est connectée à l'aide d'une connexion filetée, et la seconde - polypropylène - est soudée.
Comment souder
Les tuyaux en polypropylène sont soudés à l'aide d'un appareil spécial appelé fer à souder ou machine à souder. Il s'agit d'une petite plate-forme métallique, à l'intérieur de laquelle se trouve une spirale électrique qui chauffe la surface. En raison de cette conception, cette unité est également appelée fer à repasser.

Deux modèles de machine à souder les tuyaux en PP
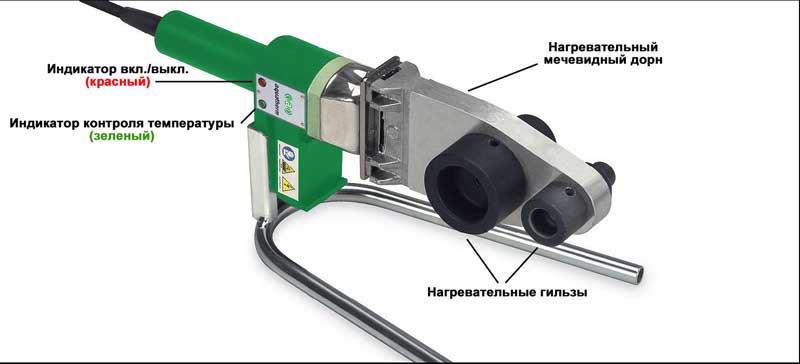
Pour connecter deux éléments, les surfaces épissées sont chauffées à un point de fusion (+260°).Pour chauffer l'élément à la profondeur souhaitée, deux buses métalliques revêtues de téflon différentes sont installées sur la plate-forme de soudage :
- un mandrin (de plus petit diamètre) est utilisé pour chauffer la surface interne ;
- un manchon est placé pour chauffer la surface extérieure.

Buses pour souder des tuyaux en polypropylène
Deux éléments connectés sont posés simultanément sur les buses correspondantes, maintenus pendant un certain temps (quelques secondes), puis connectés. C'est ainsi que les tuyaux en polypropylène sont soudés.

